

作者:朴华环保时间:2025-09-09
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:158-9013-7611
随着环保要求的不断提高,工业有机废气治理已成为众多企业必须面对的问题。特别是在低浓度、大风量的工况条件下,如何高效、经济地处理废气成为了行业关注的焦点。RCO催化燃烧设备凭借其独特的技术优势,成为解决这一难题的有效方案之一。
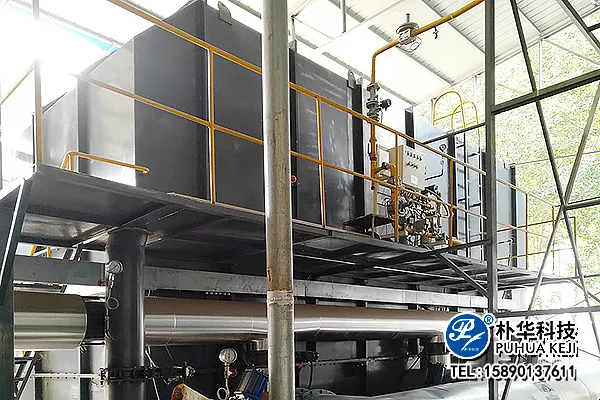
RCO(Regenerative Catalytic Oxidizer)蓄热式催化燃烧设备结合了蓄热式热氧化炉的热回收技术与催化燃烧的低温反应优势。设备采用贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大,阻力小,净化率高。
工作过程中,废气经过预处理除去粉尘和颗粒物后,进入蓄热室。陶瓷蓄热体吸收上一周期反应释放的热量,将废气预热至催化剂活性温度区间。预热后的废气进入催化反应层,在贵金属催化剂作用下,有机污染物在250-400℃的低温条件下即可发生无焰燃烧反应,生成无害的二氧化碳和水蒸气。
说到这里,不得不提设备的智能化控制系统。它能够实时监测温度、压力等参数,自动调节进气量与燃烧温度,适应生产波动,确保处理效果稳定。
低浓度、大风量废气治理存在几个显著挑战:
处理效率问题:传统处理技术对低浓度废气处理效率有限,难以达到日益严格的排放标准;
运行成本高:风量大意味着设备规模大,能耗相应较高;
浓度波动适应能力:生产过程中的废气浓度波动可能影响处理系统的稳定运行;
二次污染风险:处理过程中可能产生有害副产物,造成二次污染。
针对上述挑战,RCO催化燃烧设备提供了多方面的解决方案:
RCO设备在贵金属催化剂作用下,VOCs在250-400℃低温下即可完全氧化为CO?和H?O,去除效率达95%~99%。设备通过陶瓷蓄热体实现热量循环利用,热回收效率可达95%以上,显著降低燃料消耗。当废气浓度≥1.5g/m3时,氧化释放的热量可维持系统运行,无需额外燃料,实现"零能耗"处理。
RCO设备可处理VOCs浓度范围从100mg/m3至5g/m3的废气,尤其适合中低浓度(500~2000mg/m3)工况。设备配备智能控制系统,可在30分钟内完成启停,并自动调节参数适应生产波动。
在安全方面,设备采用无明火设计,配备防爆口、阻火器及压力传感器,实时监测炉内压力;采用氮气吹扫系统,确保停机时炉内无残留可燃气体,符合安全标准。
模块化结构使RCO设备较传统设备节省30%以上空间。催化剂寿命长达3-5年,抗毒性强,更换成本低,进一步降低长期运维费用。

郑州朴华科技有限公司是河南专业的环保设备生产厂家,专业提供各种粉尘治理设备、脱硫设备、脱硝设备、VOCs有机废气处理设备、气力输送设备、污水处理设备的设计和研发生产。公司在RCO催化燃烧设备领域拥有丰富的经验和技术积累。
公司生产的RCO处理废气催化燃烧装置采用贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大,阻力小,净化率高,能够有效净化印刷、涂装、化工等行业废气,处理效率高达95%以上。
| 产品型号 | 处理风量(m3/h) | 预热温度(℃) | 设备阻力(pa) | 处理效率(%) |
|---|---|---|---|---|
| PH-RCO-2000 | 2000 | 200-300 | 350 | ≥95 |
| PH-RCO-5000 | 5000 | 200-300 | 350 | ≥95 |
| PH-RCO-10000 | 10000 | 200-300 | 350 | ≥95 |
| PH-RCO-20000 | 20000 | 200-300 | 350 | ≥95 |
在橡胶行业废气治理中,某企业采用RCO催化燃烧技术处理风量为20000Nm3/h的废气,进口浓度约50mg/Nm3。设备利用贵重金属催化剂降低废气中有机物与O?的反应活化能,使有机物在250~350℃较低的温度就能充分氧化生成CO?和H?O。经第三方监测,出口VOCs小于1mg/m3,远低于排放标准要求。
在汽车涂装领域,某企业采用RCO设备后,二甲苯排放浓度从120mg/m3降至8mg/m3,年减排挥发性有机物达45吨。每处理1万立方米废气仅耗电6.5度,节能效果显著。
RCO催化燃烧设备在低浓度、大风量废气工况下表现出色,通过催化氧化和蓄热技术结合,在高效净化的同时实现能源自给,兼顾经济性与环保性。随着排放标准日益严格,RCO将成为化工、制药、涂装等高污染行业不可或缺的解决方案。
郑州朴华科技有限公司作为专业环保设备供应商,其RCO催化燃烧设备具有净化效率高、运行成本低、安全可靠等优势,能够为企业提供符合环保要求、经济可行的废气治理方案,助力企业实现绿色生产和可持续发展。
下一篇:没有了!




